Гибка металла
Гибкой (изгибанием) называется операция, в результате которой заготовка принимает требуемую форму (конфигурацию) и размеры за счет растяжения наружных слоев металла и сжатия внутренних. Во время изгибания все наружные слои материала растягиваются, увеличиваясь в размере, а внутренние — сжимаются, соответственно уменьшаясь в размере. И только слои металла, находящиеся вдоль оси изгибаемой заготовки, сохраняют после изгибания свои первоначальные размеры
Виды гибки металла по контуру
В процессе производства проката металл становится анизотропным — реакции на нагрузки, приложенные вдоль или поперек волокон могут отличаться в два раза. При прокатке зерна структуры удлиняются в направлении деформации, частично этот эффект устраняется термообработкой. В местах изгибания поперек сформировавшейся структуры быстрее наступает усталость.
В связи с этим при проектировании металлоизделия предусматриваются следующие способы гибки металла: продольная и поперечная.
В первом случае заготовку гнут, прилагая усилия вдоль волокна,
во-втором — отгибают борта, вытягивают, осаживают.
Совпадение сетки структуры крайне важно для средне-пластичных и малопластичных сплавов.
Названия контуров соотносят с их геометрической формой, таким образом, можно выделить следующие виды гибки металла:
- V-образная или одноугловая;
- U-образная или дуговая;
- Криволинейная;
- Многоугловая;
- Для изготовления труб.
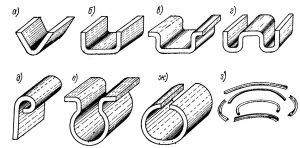
Одноугловая или V -образная (рис.1 а)
двуугловая или U- образная (рис.1 б )
многоугловая (рис.1 в, г);
криволинейная (рис.1 д, е, з)
и позволяющая получать изделия типа труб (рис.1 ж)
Гибка толстостенного металла производится в несколько этапов. Если процесс осуществляют на крупном предприятии, предусматривается наличие калибровочных и правильных станов.
Виды гибки по форме исходной заготовки
Для обработки каждой категории полуфабрикатов требуется специальное оборудование. Технологии изгибания трубы или профиля имеют существенное отличие от гибки листового металла.
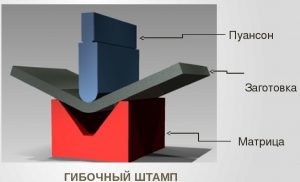
Листогиб с ЧПУ: по типу рабочего элемента различают прессовые, поворотные и валковые станы. Гибку выполняют пуансоном, конфигурация которого определяет форму детали, калибрующим ударом с помощью подвижной матрицы или роликовыми механизмами, например при изготовлении сварной трубы. В поворотных станках применяют роликовые матрицы.
Трубогибы: в зависимости от диаметра трубы возможны варианты гнутья с дорном или наполнителем (чаще всего просеянным песком). Трубный прокат малого диаметра обрабатывается без нагрева и дополнительных приспособлений. По типу устройства трубогибы бывают арбалетного, роликового и рычажного типа.

Профилегибочные станки: форма профилей является главной причиной высокого сопротивления деформации. Для обработки используют только валковые станы с последовательным приложением усилий. Гибка профилей производится методом проката, а не гнутья.

Оборудование для гибки может быть мобильным и применяться прямо на объекте. В промышленных условиях производят деформацию крупногабаритных заготовок: до 5-6 метров, готовое изделие может превосходить по длине исходный полуфабрикат.
Сферы применения гибки металлов
Гнутые металлические изделия используются во многих отраслях промышленности, в строительстве и в быту. Гнуть можно практически все сплавы, за исключением хрупких. Наряду с высокоточным заводским оборудованием используется ручное, например, дежурные бригады коммунальных служб оснащаются рычажными трубогибами.
Где применяются разные способы гибки металла:
- Гнутый лист: для изготовления труб, профлиста, панелей и корпусов приборов, деталей, обшивки судов и самолетов.
- Гнутые трубы: для обустройства перил и ограждений, производства змеевиков, спиралей в теплообменном и химическом оборудовании, деталей трубопроводов.
- Гнутые профили: строительство быстровозводимых зданий, выставочных и торговых конструкций, обустройство рельсовых путей.
Специалисты компании «Галт» помогут Вам подобрать оптимальную оснастку или спроектируют специальный комплект инструмента, согласно конечному изделию. Для этого нам необходима следующая информация:
- Материал, толщина, тип обрабатываемого металла
- Чертеж или эскиз конечного продукта;
- Модель оборудования, на котором производится гибка;
- Инструмент, который в настоящий момент используется на этом оборудовании (тип, производитель).